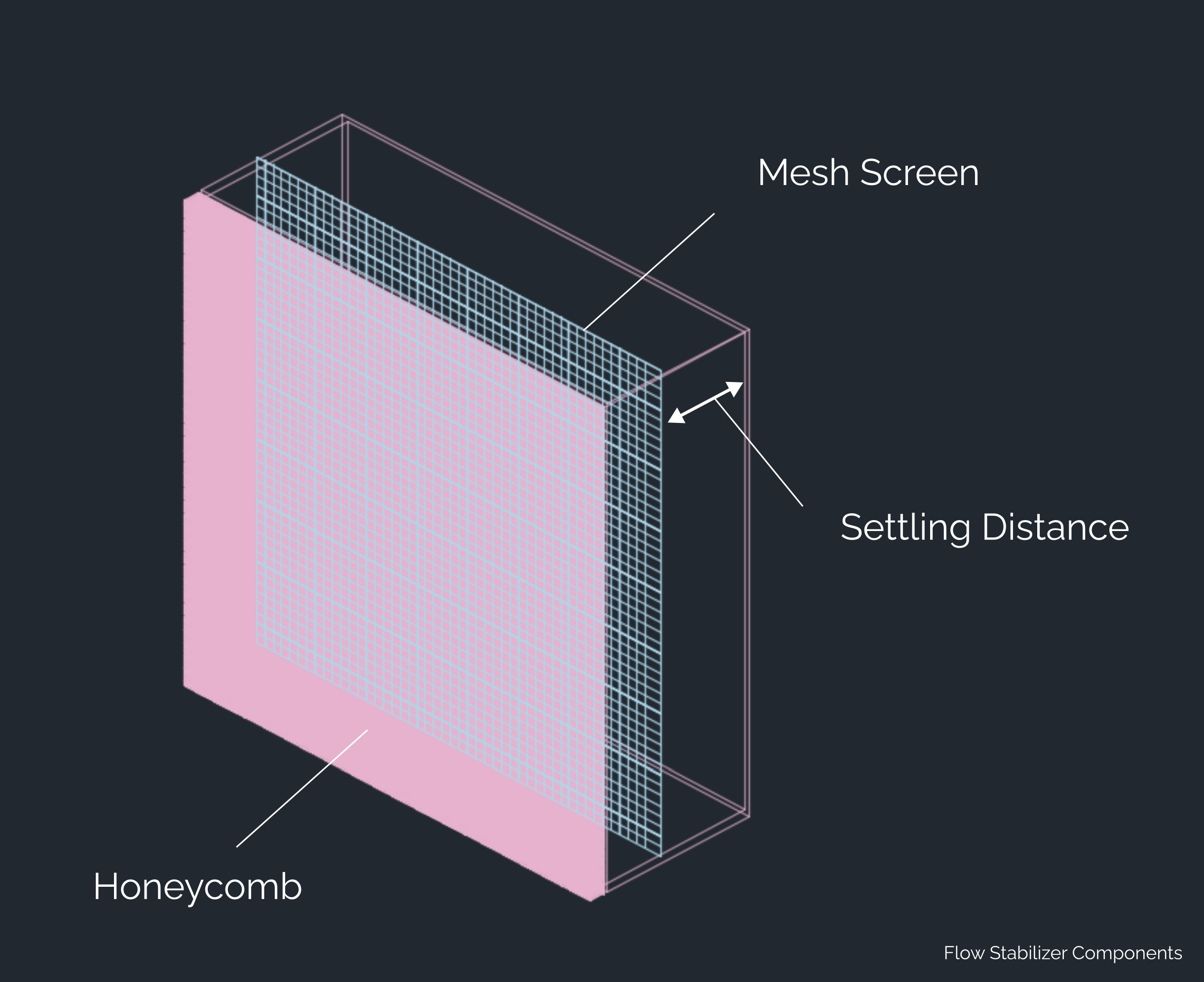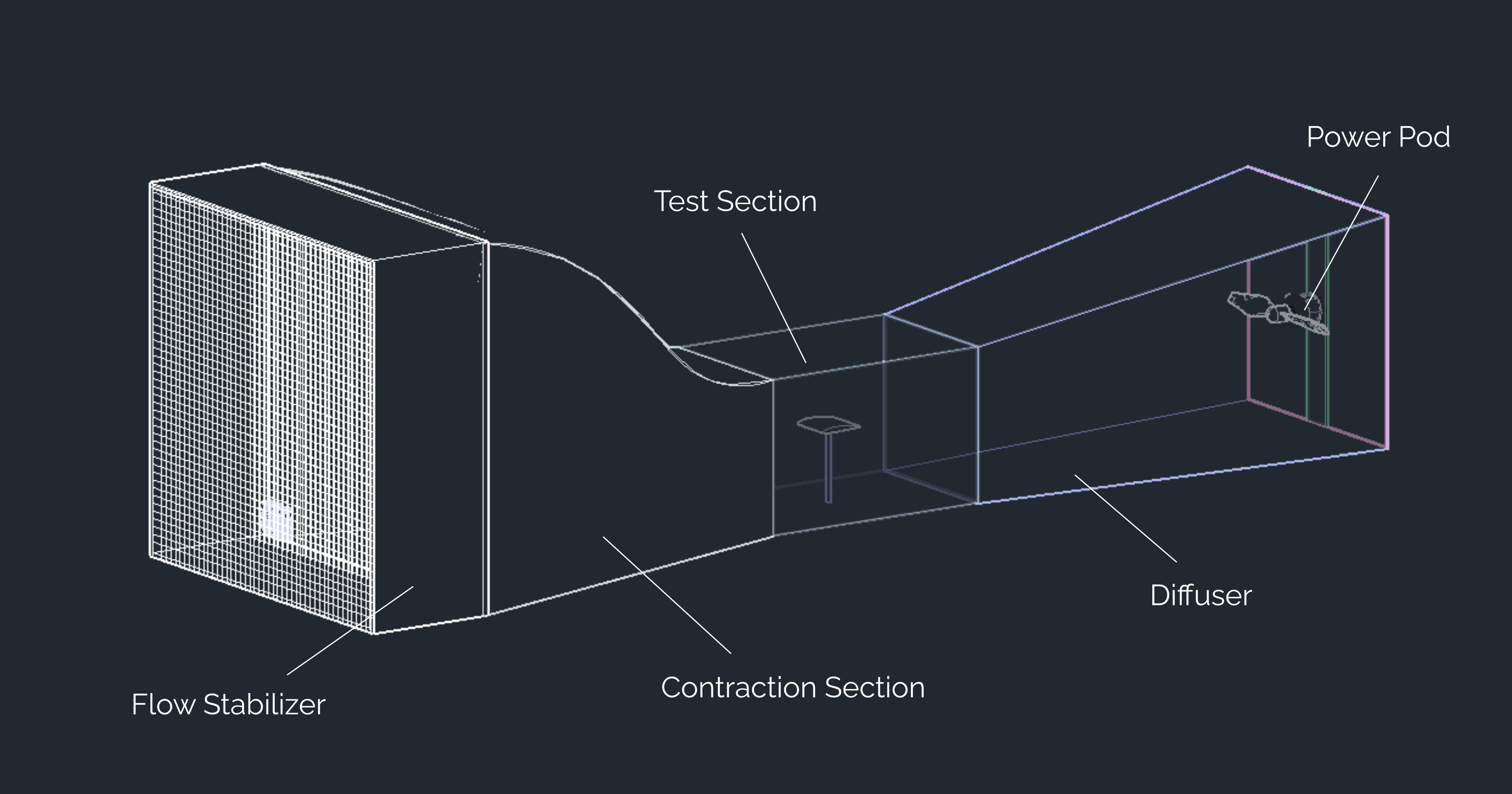
Wind Tunnel Components
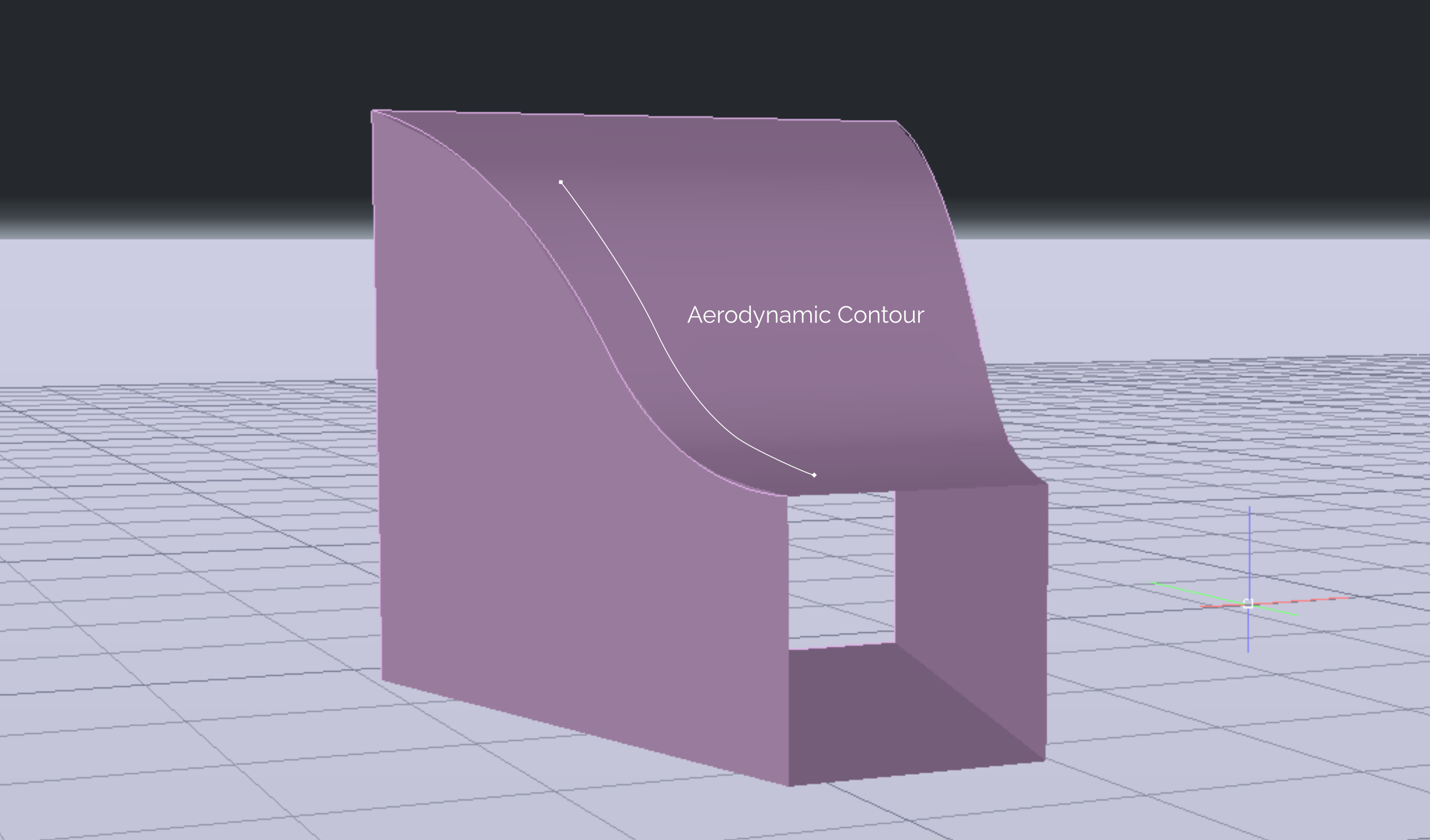
The purpose of windtunnels is to produce feasible circumstances for aerodynamic testing that are centered around the goal of producing reproducible conditions of turbulence-free airflow. Getting the cleanest possible airflow into the test section is the primary goal.
This innocent-seeming task poses immense obstacles with restrictions in each component of the apparatus. Furthermore, besides these intricate technical restrictions, there
are many more non-technical.
This wind tunnel takes on the following general restrictions:
- Build effort
- Finances
- Accessibility of material